ERP vs. MES: what's the difference, and do you need both?
ERP vs. MES used to have a tidy answer: the enterprise resource planning (ERP) system plans and records the business, while the manufacturing execution system (MES) runs the shop floor.
That split made sense when ERP mostly meant the financial and administrative backbone of the company. But it leaves out an important distinction, which is that a finance ERP and a manufacturing ERP are not the same thing. While a finance ERP is built around accounting, invoicing, reporting, controls, and financial close, a manufacturing ERP is built around the operational flow, including orders, stock, purchasing, planning, production, quality, traceability, and logistics.
That distinction changes the ERP vs. MES decision. If your ERP is finance-centered, you may need an MES because the ERP was never going to run production well. If your ERP is a modern manufacturing ERP, it may already cover enough execution to avoid adding another system.
This article compares finance ERP, manufacturing ERP, and MES in practical terms, then explains when mid-market manufacturers need both ERP and MES, and when one connected manufacturing ERP is enough.
Finance ERP, manufacturing ERP, and MES
In many companies, ERP is synonymous with the financial and administrative backbone, including invoices, accounting rules, controls, purchasing approvals, reporting, tax, payroll handoffs, and month-end close.
All critical processes, of course, but not the same as running a factory, which is where a manufacturing ERP comes in, owning the operational core of the business. It helps teams manage customer orders, inventory, purchasing and supplier management, production planning, production tracking, quality, traceability, and logistics. It should answer questions the team needs during the day:
- What can we make?
- Which materials are missing?
- Which purchase orders are late?
- What stock is available, reserved, blocked, or expired?
- Which batch, lot, or serial number went into which shipment?
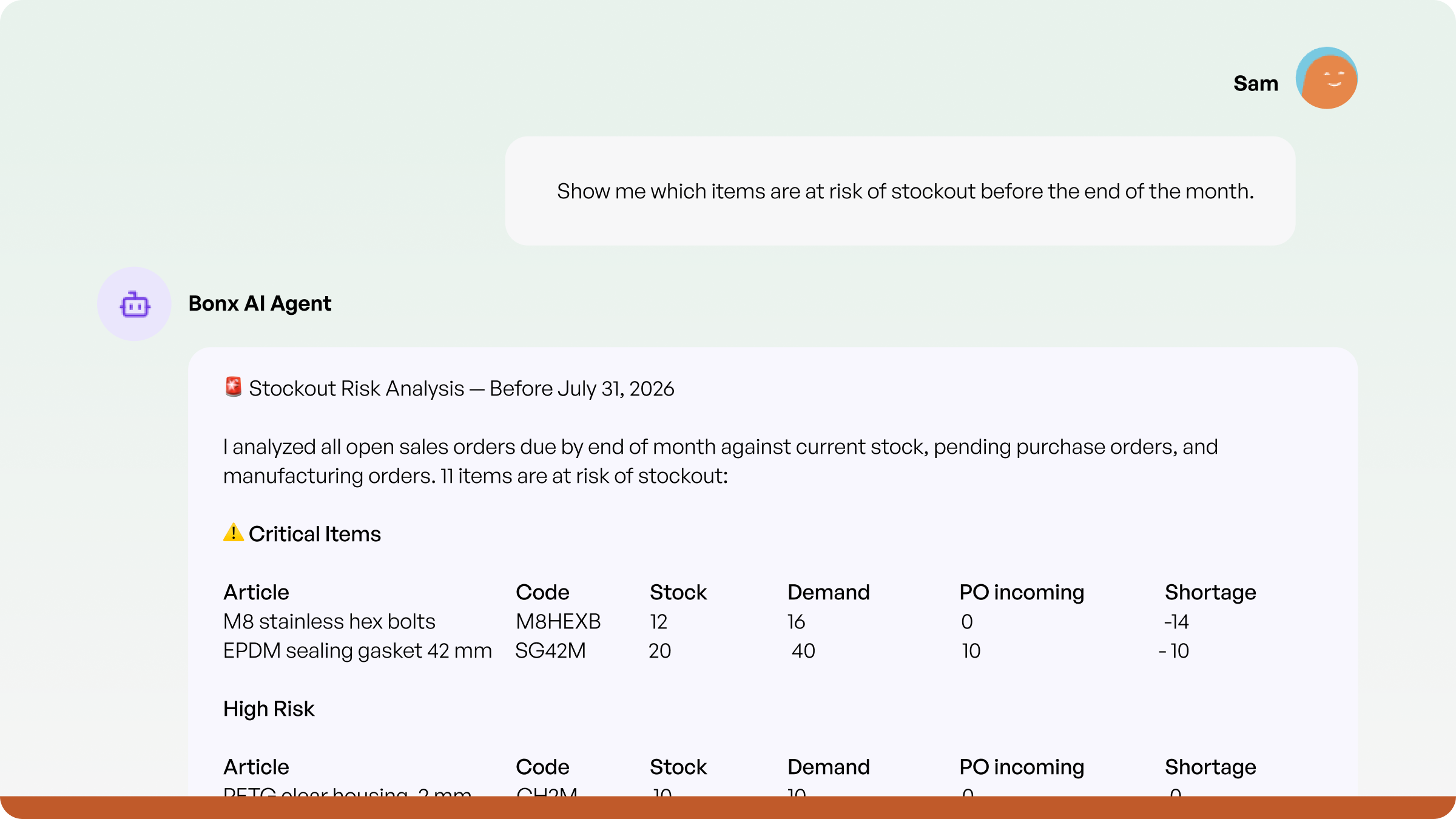
- Which customer orders are at risk?
An MES focuses even closer to the floor. It manages production execution: operator tasks, work instructions, machine activity, progress tracking, downtime, scrap, measurements, quality checks, and production data capture.
Where ERP and MES overlap
The overlap or handoff between ERP and MES usually appears in five places:
- Manufacturing orders: ERP often creates or plans them, and MES executes them.
- Production tracking: MES captures progress, but ERP needs that progress to update stock, capacity, order status, and delivery risk.
- Quality: MES may capture checks, but ERP needs the result to block stock, trigger rework, update traceability, or support customer documentation.
- Inventory movements: Production consumes materials and creates finished or semi-finished goods. If MES captures the event but ERP owns stock, the handoff has to be reliable.
- Traceability: Batch, lot, and serial records are only useful if production, inventory, quality, and shipment data stay connected.
This is where ERP vs. MES can become expensive. If you have both, and when teams do not decide which system owns which truth, they risk reconciling the same production reality in two places.
Why the old two-system answer is changing
The standard ERP and MES split came from a real problem: legacy ERPs were not built to run the floor. They were too slow, too rigid, too finance-centered, or too hard for operators to use during a shift. Manufacturers added MES because the ERP could not handle production execution, data capture, and shop floor reality.
That logic still applies in many plants, but it should no longer be the default answer for every mid-market manufacturer, because three things have changed in the last few years:
- Manufacturing ERP has become more operational. The right system can now connect order management, inventory, purchasing, planning, production, quality, traceability, and logistics in one operating flow. For many small and midsize manufacturers, that covers work they were previously told required a separate MES.
- AI makes connected context more valuable. If a system can generate manufacturing orders, suggest procurement actions, prioritize stock, or surface exceptions for human approval, it needs demand, stock, capacity, quality, production, and delivery context in the same operating layer.
- Mid-market teams have more limited implementation capacity. A large enterprise may be able to run an ERP project, an MES project, and the integration program between them. A 50-person or 150-person manufacturer usually cannot absorb that weight easily in today's economic environment.
When you probably need both ERP and MES
A separate MES earns its place when production is too complex, regulated, automated, or machine-dependent for the ERP layer to handle well. For example, you may need both ERP and MES if operators need detailed, step-by-step digital work instructions at the station, or if machines, lines, or industrial equipment need direct supervision and event capture.
However, manufacturers should be careful that MES doesn't become a patch for the wrong ERP. If the MES exists simply because the ERP cannot represent production orders, manage stock reliably, or support quality and traceability, the company may be compensating for a weak manufacturing layer.
And, of course, for those who are considering a separate MES and ERP, the business also needs to be large enough to manage two serious systems and keep the integration healthy.
When one manufacturing ERP may be enough
Many mid-market manufacturers do not need a separate MES on day one. They need one system that connects demand, materials, planning, production, quality, stock, traceability, and delivery well enough that the team stops rebuilding the same truth in spreadsheets.
One manufacturing ERP may be enough if:
- Production is complex, but not machine-control heavy.
- Operators need production tasks, statuses, quantities, quality checks, and traceability rather than advanced line supervision.
- The business needs to deploy in weeks or months, not spend a year designing a two-system architecture.
- AI-driven operational actions are part of the buying case.
That last point is worth elaborating on. A system cannot generate useful manufacturing orders, suggest procurement actions, or surface the right exceptions if demand, stock, capacity, quality, production progress, and delivery promises live in disconnected places, such as across a separate MES and ERP. The more you expect the system to act, the more connected the operating layer needs to be.
Where Bonx fits
Bonx is an AI-native manufacturing ERP. It is a strong fit for mid-market manufacturers that want ERP, material requirements planning (MRP), and practical MES-like execution in one operational system, without accepting the old model of long ERP projects, rigid configuration, and disconnected shop floor work.
Bonx covers the operational core of manufacturing: order management, inventory, purchasing and supplier management, planning, production, quality, traceability, and logistics. It also connects operations to the tools already in the stack, including customer relationship management (CRM), e-commerce, accounting tools, machines, hardware, third-party logistics providers (3PLs), and warehouse management systems (WMS) when needed.
Bonx does not replace every possible MES in every possible factory. The point is that many mid-market manufacturers need a connected manufacturing ERP before they need another execution layer, especially when the pain is manual planning, unreliable stock, disconnected production tracking, scattered quality data, or traceability that depends on people stitching records together.
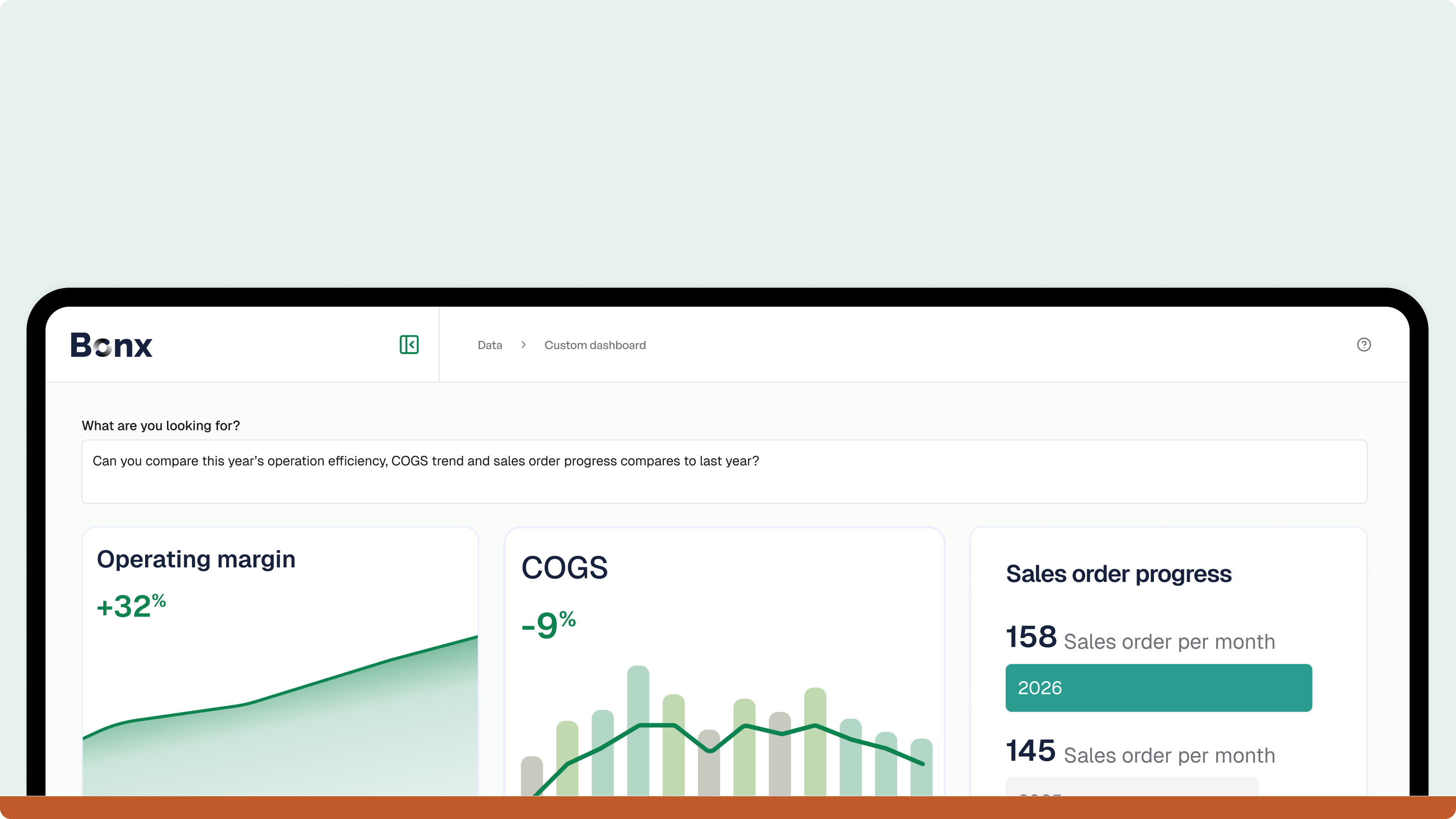
Importantly, Bonx is not just a system of record, but can be configured as a system of action. It can generate manufacturing orders, suggest procurement actions, prioritize stock, trigger routine operational work, and surface exceptions for human approval.
Manufacturers across Europe are already replacing legacy systems or error-prone spreadsheets with a more modern solution:
Additive manufacturer Something Added deployed Bonx in two months with a native integration to HP 3D printers. With Bonx, orders are grouped automatically, manufacturing orders are generated, and jobs are assigned to machines based on industrial rules. The factory now runs 24/7 production with more than 10,000 parts produced each month by a reduced team.
Textile customization manufacturer LCS replaced paper work orders with real-time production tracking across five workshops, cutting production errors by 95% and paper usage by 90%. That is the practical ERP vs MES decision in miniature: the company did not need more disconnected shop floor records, it needed production tracking connected to the rest of operations.
For manufacturers trying to understand the broader shift, read Bonx's guide to AI ERP versus legacy ERP.
ERP vs. MES buying guide
Do not ask vendors whether they have ERP and MES modules. Instead, ask broader questions around how work moves through the system to understand which parts of the operational process the platform will cover:
- Which system owns financial truth, and which system owns operational truth?
- Where is a manufacturing order created?
- Where does the operator see what to do next?
- Where is production progress captured?
- Where are material consumption, scrap, and finished goods recorded?
- Where are quality checks captured, approved, and turned into stock decisions?
- Which system owns batch, lot, or serial traceability?
- Can the system act on routine production or procurement rules, or does it only display information?
Ultimately, if your factory needs machine-level control, validated execution, detailed line supervision, or deep shop floor analytics, a separate MES may be the right call. Buy it deliberately, integrate it well, and make sure it owns a real execution problem.
If your bigger problem is that orders, stock, purchasing, planning, production, quality, traceability, and delivery do not move together, start with the operational core. A modern manufacturing ERP should be able to carry much more execution than legacy ERP buyers were taught to expect.
Do not buy both systems because an old diagram about the right tech stack for manufacturers says you should. Buy the smallest connected operating model that lets your team run the factory, trust the data, and move routine work out of people's heads and into the system.
FAQ on ERP vs. MES
What is the difference between ERP and MES?
ERP is the broader business system. MES focuses on shop floor execution. For manufacturers, the real distinction is whether the ERP is finance-centered or manufacturing-centered. Finance ERP owns financial control. Manufacturing ERP owns operational flow. MES owns detailed production execution.
Can ERP replace MES?
ERP can replace the need for a separate MES when the manufacturing ERP includes strong production tracking, quality, traceability, operator workflows, and execution context. It should not pretend to replace MES when the factory needs machine-level supervision, electronic batch records, or specialized shop floor analytics.

Tired of your ERP working against you?
So were we. That's why we built Bonx, the AI-native manufacturing ERP.












