Digital transformation in manufacturing: what it looks like in 2026
Digital transformation in manufacturing is easy to talk about in rooms far from the factory. It sounds clean and simple: digitize operations, connect systems, improve visibility, make better decisions.
On the shop floor, people are usually more skeptical, and they are often right to be. If the project gives operators another screen to update after the work is done, if planners still rebuild the schedule in Excel, if quality still has to warn shipping by message when a batch is blocked, nothing meaningful has changed. The company has added software, not transformed how work moves.
This article looks at what actually changes day to day when a manufacturer digitizes operations, why teams resist some projects, and how to tell the difference between a useful operating change and a digital program that only looks good in a steering committee.
Don’t start with technology
As counterintuitive as it might sound, successful digital transformation in manufacturing should not start with buying technology. It should start with defining the work the company needs to make more reliable. For example, when something happens in the factory, does the right person or system know early enough to act?
A manufacturer does not become more digital because it has dashboards, tablets, connected machines, electronic forms, or a new enterprise resource planning (ERP) system. Those tools may help, but only if they change the way orders, stock, production, quality, and internal logistics move through the business:
- If a supplier delivery is late, planning should see the effect before production waits.
- If an operator reports scrap, stock and costing should not depend on someone interpreting a paper note later.
- If quality blocks a batch, shipping should not prepare it by mistake.
- If a customer changes an order, production should know what changed, what can still be made, and what needs a decision.
Having a system that is able to handle these situations, the edge cases — that is true digital transformation.
What digital transformation looks like in practice
In practice, the change is usually less dramatic than the phrase suggests. The factory does not become "digital" all at once. A few daily flows start to work differently: orders move into production with less translation, operators capture work as it happens, stock and quality status become usable constraints, and managers see exceptions before the plan is already broken.
Orders stop being translated by hand
In many growing manufacturers, the customer order does not move cleanly into production. Sales confirms something in a customer relationship management (CRM) tool, the planning team copies the relevant details into a spreadsheet, production gets a printed work order, quality keeps its own checklist, and shipping reconstructs the final answer from whatever has been updated.
Digitization should reduce that translation work. A confirmed order should become operational work with the right product data, bill of materials, routing, constraints, labels, documents, and customer requirements attached.
That does not mean every order becomes automatic. Custom work, rush orders, substitutions, and capacity tradeoffs still need human judgment. But the system should carry the routine transfer of information so people spend their time on the exception, not on retyping the same truth into five places.
Additive manufacturer Something Added deployed Bonx in two months with a native integration to HP 3D printers. Orders are grouped automatically, manufacturing orders are generated, and jobs are assigned to machines based on industrial constraints. The result is not a nicer order screen, but a factory running 24/7 production with more than 10,000 parts produced each month by a reduced team.
Operators capture work while it happens
A shop floor system fails when it asks operators to serve the software instead of the work. If the interface is slow, confusing, or obviously designed for office users, operators will update it late or avoid it when production is under pressure.
Good digitization respects the rhythm of the shift. Operators should be able to start a job, scan a QR code, record completion, report scrap, flag a nonconformity, or move stock without turning each step into administration. The information has to be captured close to the work because that is when it is still accurate.
The benefit goes beyond cleaner records. Planners, managers, quality teams, and internal logistics teams can react while the day is still moving.
Textile customization atelier LCS replaced paper work orders with real-time production tracking across five workshops. With Bonx, manufacturing orders are generated automatically from confirmed quotes, and each order is linked to a QR code scanned at every production stage. That changed the work at the source: LCS cut production errors by 95% while reducing paper usage by 90%.
Stock and quality status become decision inputs
Inventory data is often technically available and practically unusable. The ERP says stock exists, but the warehouse checks the shelf. A batch appears available, but quality has blocked it. A material is present, but it is in the wrong location, reserved for another order, too close to expiry, or not released for the product that needs it.
Digital transformation should make those constraints part of the operating flow. Stock quantity matters, but so do location, quality status, reservation, shelf life, batch, serial number, supplier lot, and the production order or customer order that depends on it.
Food manufacturer L'Atelier du Ferment connected operations to Sidely and Pennylane while supporting full batch traceability across more than 100,000 bottles. Bonx helps generate manufacturing orders and procurement suggestions based on sales, shelf life, and cold storage capacity. The value is not that the data exists somewhere; rather, the system uses those constraints to actually help the team decide what to make, what to buy, and what can move.
Managers see exceptions earlier
Many managers already know what is happening because people tell them. The issue is that the information reaches them through interruption: messages, calls, hallway updates, and the same experienced people being asked to explain the state of the factory again.
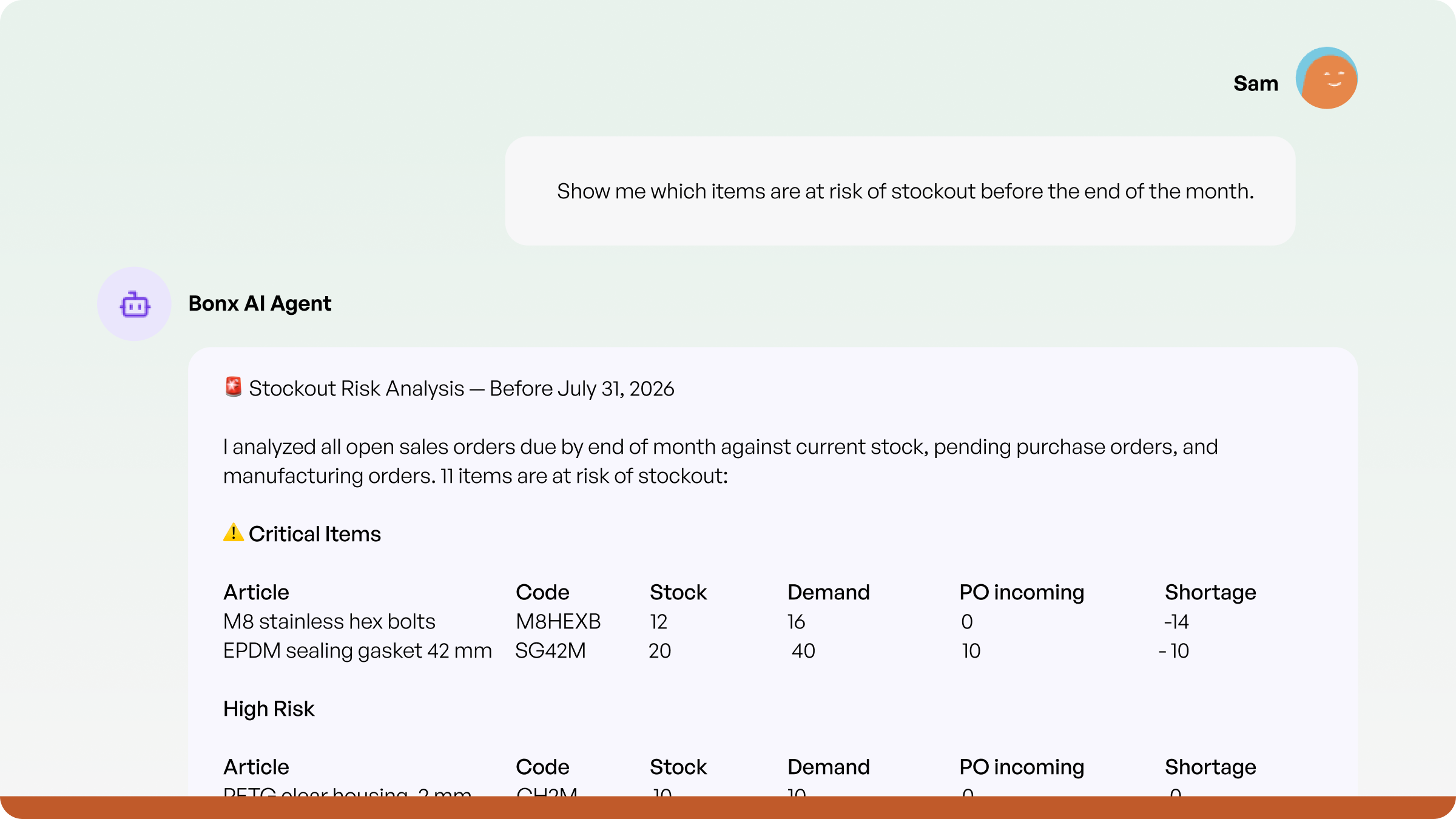
A digitized operation should not bury managers in more notifications. It should surface the exceptions that matter: the late supplier that affects this week's plan, the quality hold that blocks a shipment, the work order that is drifting, the material shortage that will stop a line tomorrow, the order change that needs a customer decision.
The point is not to watch everyone more closely. The point is to stop discovering problems after the good options have disappeared.
Feroce went live with Bonx in 42 days before a national TV appearance multiplied orders tenfold. The business kept traceability and logistics under control through the surge because the operating flow had been structured before volume hit. That is what early exception visibility is for: not nicer reporting, but a system the team can trust when the business suddenly moves faster.
Why teams resist digital transformation
Technology that causes extra admin work without making the shift easier causes frustration, and rightfully so. For example, planners resist when the new system cannot handle the exceptions they deal with every morning. Quality teams resist when their controls are flattened into generic forms. Warehouse teams resist when stock rules ignore the physical logic of locations, packaging, batches, or handling constraints.
That resistance is actually useful information, because it can signal to leadership where the technology or software is still too far from the work. You should use it to improve the project.
Another reason people resist digital transformation is that they don’t trust the system. They have seen software become management performance, like a dashboard that appears before the source data is trusted, or a consultant that maps the process in a workshop, but the actual factory keeps using the workaround because the system cannot absorb normal variation.
If your team rolls its eyes at "digital transformation," they may not be rejecting the goal. They may be rejecting the history of projects that made their work harder, not easier.
The ERP question underneath the project
Digital transformation in manufacturing often becomes an ERP question, even if the project did not start there. Which system decides what stock is available? Which system knows whether a batch is blocked? Which system creates the manufacturing order? Which system connects purchasing, production, quality, and shipping preparation? Which system stays trusted when the customer order changes?
These questions don’t mean the company needs one giant suite or one piece of software to own everything and to answer all questions. However, leadership does have to decide which system owns operational truth. Spreadsheets, no-code tools, machine systems, warehouse tools, and dashboards can all be useful. The problem starts when each tool owns part of the truth and people have to reconcile the operation by hand.
Digital transformation is where many manufacturers discover the limit of a finance-centered ERP. A system can be legitimate for accounting, invoicing, financial control, and reporting while still being too coarse for daily manufacturing operations. The factory needs more granularity: batches, routings, quality statuses, reservations, locations, work in progress, substitutions, subcontracting, rework, and internal flows.
If the operational ERP cannot carry those details, the transformation project leaks back into spreadsheets and messages. The software may be official, but the real operating system is still the people stitching it together.
How do you know if a digital transformation initiative is successful?
Go beyond the purchase of software or technology as a benchmark of success. Instead, as your teams the following as a barometer for success:
- Do operators, planners, quality teams, and managers feel they have a shared operating flow they trust enough to use every day?
- Does the system capture operational events as part of the work, then use them to update the next decision?
- Can your system handle the edge cases without human intervention (e.g., supplier delay, partial receipt, blocked batches, urgent customer orders, missing component, scrap, rework, and routing change)?
- Can your teams easily adapt the system that has been implemented without waiting months for every improvement?
- Do your teams maintain shadow files, retype information into multiple systems, or find themselves chasing status updates?
Digital transformation in manufacturing becomes real when the operating flow changes, people stop reconciling the business by hand, and the system carries more of the routine work. The team should keep judgment where judgment belongs, ultimately, and the factory can (and should) move faster.
What does “good” look like for a first wave of digital transformation?
Of course, the questions above are massive, and it’s possible that you won’t get there on your first attempt at change. So what does “good” look like for a first digital transformation wave?
First and foremost, the initial wave of digitization should be narrow enough to prove and important enough to matter. A good target is a real flow that crosses teams. For example, order to production, receiving to stock availability, manufacturing order execution, quality hold to shipping decision, or production completion to inventory update.
The goal is not to digitize everything at once, but rather to prove that one important flow can move with less manual coordination and more trusted information.
That first wave should include the people who will live with the system, not just the people who will sponsor it. Operators can tell you where a scan will interrupt the shift, planners can tell you which exception breaks the clean workflow, quality can tell you where evidence has to be captured for a decision to stand, and warehouse teams can tell you where a location rule looks simple in software but fails in the aisle.
The project also needs clear ownership. Someone has to decide which system is the source for product data, stock status, manufacturing order status, quality status, and customer order changes.
All this said, a good first wave of digital transformation usually creates a few visible changes. Depending on which target you’ve chosen (e.g., order to production vs. quality hold to shipping decisions), examples of changes to measure and signs of success might include:
- Operators record work where it happens.
- Planners work from live constraints instead of reconstructed spreadsheets.
- Quality status affects what production and shipping can do next.
- Stock movements update the plan instead of becoming a later correction.
- Managers see exceptions without interrupting the people doing the work.
These small changes are enough to start to change how the business is operating toward a more digital-first and modern flow.
Where Bonx fits
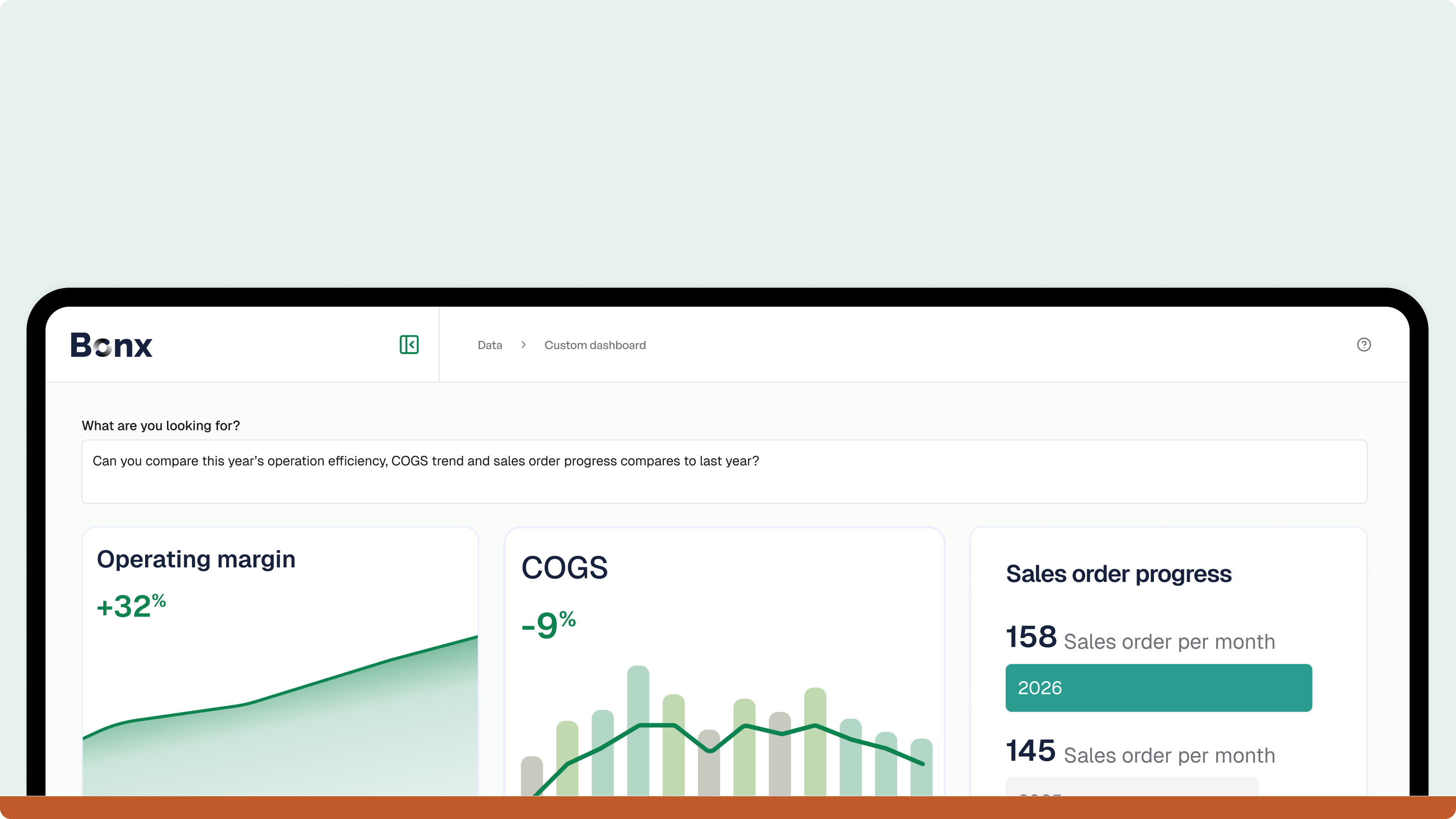
Bonx is an AI-native manufacturing ERP. It works well for manufacturing SMEs that want digital transformation to show up in daily operations, not just reporting: order management, inventory, purchasing and supplier management, planning, production, quality, traceability, and internal logistics.
Bonx is built as a system of action. It stores operational records, then helps move work forward. When configured to do so, Bonx can generate manufacturing orders, prepare procurement suggestions, prioritize stock, trigger routine operational work, and surface exceptions for human approval.
The customer examples show the same pattern across different factories and industries: Digital transformation becomes real with fewer paper handoffs, fewer shadow systems, fewer decisions rebuilt from memory, and more routine work moving inside the operating system of the business.
FAQ on digital transformation in manufacturing
What is digital transformation in manufacturing?
Digital transformation in manufacturing is the process of changing how operational work moves through a factory using digital systems. In practice, it should connect orders, inventory, purchasing, production, quality, traceability, and internal logistics so teams can act from trusted information.
What does digital transformation look like on the shop floor?
On the shop floor, digital transformation often looks like operators scanning work orders, recording production events in real time, moving stock digitally, capturing quality issues where they happen, and giving planners live information about constraints instead of late updates.
Why do manufacturing teams resist digital transformation?
Teams resist when the project makes their work heavier, ignores real exceptions, feels like surveillance, or asks them to use software that does not match how production actually moves. Resistance often points to a design problem, not a people problem.
Is ERP part of digital transformation in manufacturing?
ERP is often part of digital transformation because manufacturers need one system to own operational truth across orders, stock, purchasing, production, quality, and logistics. The ERP does not need to replace every tool, but it should carry the operational core.
How can manufacturers tell if a digital transformation project is working?
A project is working when teams stop relying on shadow spreadsheets, paper updates, manual status chasing, and memory to run daily operations. The practical signs are trusted data, fewer duplicate entries, faster exception handling, better shop floor adoption, and clearer ownership of operational decisions.

Tired of your ERP working against you?
So were we. That's why we built Bonx, the AI-native manufacturing ERP.












