APS vs. ERP : quelle différence, et faut-il les deux ?
La question APS vs. ERP commence souvent par un problème de planification. L’ERP contient les commandes, le stock, les nomenclatures, les bons de commande et les ordres de fabrication, mais le plan de production dépend encore d’une personne qui reconstruit le vrai planning à la main.
Au début, cela peut suffire. Le système d’enterprise resource planning (ERP) contient le référentiel opérationnel, le material requirements planning (MRP) indique ce qu’il faut acheter ou produire, et des planificateurs expérimentés gèrent les arbitrages restants parce que l’entreprise est encore assez petite pour garder l’ensemble en tête.
La question change quand la planification devient trop contrainte pour ce modèle. Les lead times évoluent, les machines deviennent des goulots, les opérateurs n’ont pas tous les mêmes compétences, les sous-traitants ont besoin de leurs propres plannings, la qualité bloque du stock que le plan prévoyait d’utiliser, et les priorités clients changent alors que la semaine est déjà planifiée.
C’est généralement là que l’advanced planning and scheduling (APS) entre en jeu. L’ERP peut rester utile et nécessaire, mais il ne suffit plus à transformer la demande, les matières, la capacité et les exceptions en un planning fiable pour l’usine.
Cet article explique ce que fait un logiciel APS, en quoi il diffère d’un ERP et d’un MRP, pourquoi les outils APS autonomes existent, et dans quels cas les deux systèmes se justifient. Il se termine sur la question la plus importante pour les industriels qui choisissent un logiciel aujourd’hui : un ERP natif IA peut-il rendre la séparation APS vs. ERP moins nécessaire ?
Ce que fait l’ERP dans l’industrie
Un ERP est le système d’exploitation de l’entreprise. Dans l’industrie, il doit connecter le travail opérationnel entre la demande client et la livraison : gestion des commandes, stock, achats, gestion fournisseurs, planification, production, qualité, traçabilité, logistique, et passage vers les outils financiers et comptables.
Le périmètre exact dépend de l’éditeur. Certains ERP sont centrés sur la finance et traitent la production comme un module dans une suite administrative plus large. D’autres, comme Bonx, sont centrés sur les opérations et couvrent plus directement le flux usine.
Dans tous les cas, pour la planification, la plupart des ERP industriels peuvent contenir les données de base dont l’équipe a besoin :
- Commandes clients et prévisions
- Nomenclatures
- Gammes et opérations
- Niveaux de stock
- Bons de commande et lead times fournisseurs
- Ordres de fabrication
- Données de postes de charge ou de machines
- Statut qualité
- Dates de livraison
Cela ne veut pas dire que l’ERP peut construire un planning réaliste.
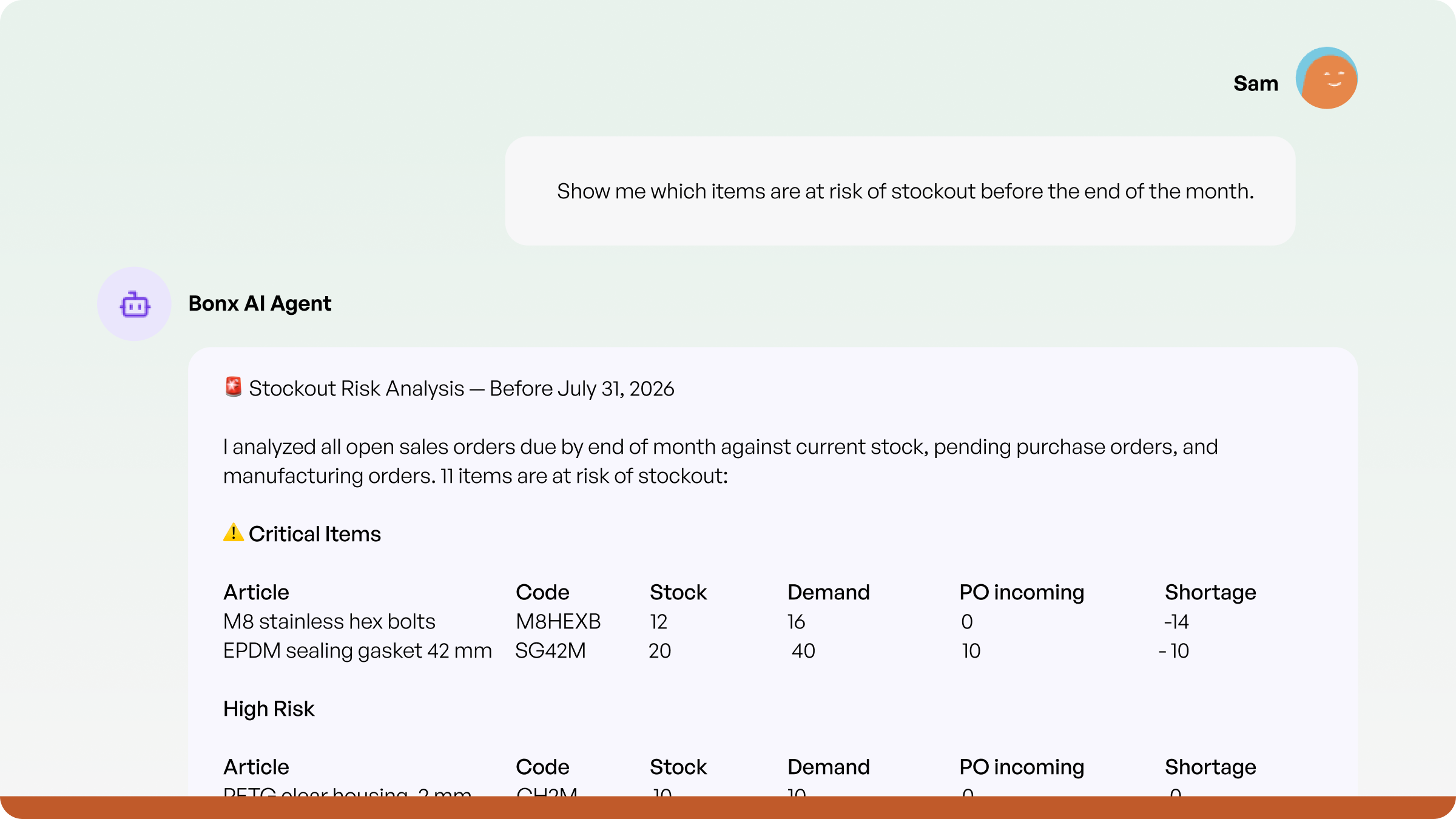
Beaucoup d’ERP savent stocker les objets autour de la planification, mais peinent à transformer ces objets en un plan que l’usine peut réellement exécuter. Le système peut savoir quelle demande existe, quel stock est disponible et quels ordres sont ouverts, tandis que le planificateur doit encore décider ce qui doit passer en premier, quelle capacité est réellement disponible, quelle contrainte compte, et quoi faire quand la réalité bouge.
C’est dans cet écart que le logiciel APS entre en jeu.
Ce que fait un logiciel APS
Un logiciel d’advanced planning and scheduling (APS) aide les industriels à créer des plans de production et des plannings autour des contraintes qui font la différence entre un plan correct sur le papier et un plan que la production peut vraiment exécuter.
Là où le MRP répond surtout aux questions de matières, le logiciel APS essaie de répondre à des questions d’ordonnancement opérationnel :
- Que devons-nous produire, et quand ?
- Quelle machine, ligne, atelier ou sous-traitant doit faire le travail ?
- Quelles matières, outils et composants seront disponibles au bon moment ?
- Quelles commandes clients sont à risque ?
- Que se passe-t-il si un fournisseur est en retard ?
- Que se passe-t-il si la capacité baisse ?
- Pouvons-nous accepter cette nouvelle commande sans en casser une autre ?
- Quel est le meilleur planning avec les contraintes que nous avons aujourd’hui ?
La distinction importante est que le logiciel APS pousse la planification au-delà de « ce qu’il faut fabriquer » vers « ce qui peut réellement se passer, dans quel ordre et avec quelles contraintes ». La demande compte, mais la capacité finie, les temps de réglage, les changements de série, la disponibilité des équipes, les calendriers machine, les lead times fournisseurs, la DLC, les blocages qualité, les règles de lot, les réservations de matières et les priorités de livraison comptent aussi.
Le logiciel APS existe parce que beaucoup d’ERP et de MRP traitent ces contraintes trop légèrement. Ils peuvent calculer ce qui devrait être nécessaire, mais ils ont du mal à construire un planning qui fonctionne en pratique.
Il faut aussi distinguer deux travaux souvent regroupés. La planification long terme transforme la demande en besoins de production et d’approvisionnement avant l’arrivée des commandes clients. Si le lead time produit fini est de huit semaines, mais que vos clients attendent une livraison la semaine suivante, vous devez acheter les matières et lancer la production avant que la commande soit confirmée. Ce travail peut souvent démarrer avec une logique de type MRP2 : volumes de vente, nomenclatures et lead times.
L’ordonnancement court terme est plus proche du terrain. Il demande quels jobs doivent passer sur chaque machine cette semaine, quel atelier doit recevoir quel travail, ou quel objectif quotidien est réaliste. L’ordonnancement machine est généralement plus simple à modéliser que l’ordonnancement des équipes, parce que les temps de cycle sont plus stables. La disponibilité humaine, les compétences, les niveaux de formation et la variation quotidienne sont beaucoup plus difficiles à transformer en paramètres fiables.
Cette distinction compte parce que tous les industriels n’ont pas besoin de toute la profondeur mathématique d’un logiciel APS. Certains ont besoin d’une meilleure planification long terme, d’une logique MRP2 plus propre et de contrôles contre des contraintes connues. D’autres ont besoin d’une vraie planification à capacité finie ou d’un ordonnancement détaillé qui justifie un outil APS spécialisé.
APS vs. ERP : la différence pratique
ERP et APS ne sont pas des catégories concurrentes au sens strict. Ce sont généralement deux couches différentes de la stack logicielle industrielle.
l'ERP centralise le référentiel opérationnel. L'APS centralise la logique de planification et les décisions d’ordonnancement.
La version simple : l’ERP dit ce qui existe et ce qui s’est passé. L’APS aide les planificateurs à décider ce qui doit se passer ensuite.
Cette séparation se justifie quand l’ERP ne planifie pas assez bien. Mais elle crée aussi un problème. L’outil APS ne vaut que par les données ERP qui l’alimentent, et l'ERP n'est utile que s'il intègre les décisions de planification assez vite pour que les achats, la production, la qualité et la logistique puissent agir.
Si la connexion est faible, le planificateur obtient un système de plus à gérer au lieu d’avoir moins de travail.
Pourquoi les industriels ajoutent des outils APS autonomes
Les industriels commencent souvent à regarder un logiciel APS autonome quand la planification dépend trop du tableur, de la mémoire et de la patience d’une seule personne.
Le plan de production hebdomadaire prend trop de temps à construire parce que le planificateur doit exporter les données ERP, les nettoyer, ajuster les priorités à la main et envoyer le planning par email ou par chat. Quand un fournisseur glisse ou qu’un client change une commande, le fichier doit être reconstruit. Les responsables production travaillent peut-être déjà sur la version d’hier, tandis que les achats ne voient la nouvelle priorité que lorsque quelqu’un explique pourquoi le plan matière a changé.
C’est coûteux, mais le vrai coût n’est pas le tableur. Le vrai coût, c’est que l’équipe prend des décisions sur un plan dont tout le monde sait qu’il peut être faux, ce qui correspond exactement au type de coût opérationnel caché décrit dans le guide Bonx sur le vrai coût d’un ERP.
Le logiciel APS autonome essaie de corriger cela en donnant aux planificateurs de meilleurs outils pour la planification à capacité finie, le séquencement de production, les scénarios, la détection des goulots, l’analyse what-if, la réduction des réglages et changements de série, l’affectation du travail ou des machines, la vérification des promesses de livraison et l’ajustement du planning quand les contraintes changent.
Pour les industriels avec des contraintes de capacité complexes, une forte variabilité des commandes, des fenêtres de livraison serrées ou des arrêts coûteux, le logiciel APS peut avoir de la valeur. Il donne aux planificateurs un moyen plus sérieux de tester les options avant d’engager l’usine.
Quand vous pouvez avoir besoin d’un ERP et d’un APS
Vous pouvez avoir besoin des deux systèmes si votre ERP est le bon endroit pour piloter l’entreprise, mais pas assez solide pour planifier la production de manière réaliste.
C’est le cas quand l’ERP reste le bon système de référence, mais que le travail de planification dépasse ce que sa couche industrielle peut gérer. Votre ERP peut être centré sur la finance, avec des fonctions industrielles qui stockent les ordres de fabrication sans aider l’équipe à les ordonnancer. Vos contraintes de production peuvent être trop spécifiques pour la logique de planification de l’ERP. Vous pouvez avoir beaucoup de machines, de lignes, de sous-traitants, de postes, de changements de série ou d’alternatives de gamme. Vous pouvez avoir besoin de lancer des scénarios avant d’accepter une demande, de changer les priorités ou de vous engager sur une date de livraison.
Dans ces situations, le logiciel APS peut se poser au-dessus de l’ERP. L’ERP fournit la demande, les commandes, le stock, les gammes et les données d’achat. L’outil APS construit le planning. Le plan validé revient ensuite dans l’ERP pour que les ordres de fabrication, les besoins matières et les priorités terrain puissent avancer.
Cette architecture peut fonctionner quand l’intégration est solide et que les responsabilités sont claires.
Elle casse quand les deux systèmes ne sont pas d’accord. Si du stock est bloqué dans l’ERP mais disponible dans l’APS, le planning est risqué. Si l’APS repriorise un ordre de fabrication mais que les achats ne voient pas le nouveau besoin matière, le plan reste théorique. Si les opérateurs mettent à jour l’avancement dans un outil terrain mais que l’APS continue à planifier avec le statut d’hier, le planificateur revient aux contrôles manuels.
Deux systèmes peuvent valoir mieux qu’un seul système faible. Deux systèmes peuvent aussi créer deux versions de la vérité, ce qui amène au vrai coût de la séparation entre planification et exécution.
Le coût de séparer planification et exécution
Le risque dans APS vs. ERP n’est pas que les deux outils existent. Le risque est que la planification et l’exécution deviennent deux mondes séparés.
La plupart des industriels le savent déjà par expérience. Un système de planification peut produire un planning cohérent, mais si les données derrière sont en retard, partielles ou nettoyées à la main, ce planning devient une autre version de la réalité à gérer.
Les données de planification doivent rester opérationnelles. Si l’APS reçoit la demande une fois par jour, il peut manquer un changement de priorité client. Si le stock se synchronise trop tard, il peut planifier autour d’un stock déjà réservé ou bloqué. Si l’avancement de production remonte trop lentement, il peut planifier du travail sur une machine encore occupée. Si le statut qualité ne remonte pas dans la planification, le planning peut dépendre de matières que l’équipe n’a pas le droit d’utiliser.
C’est là que la charge d’intégration devient du travail opérationnel. Quelqu’un vérifie si l’APS et l’ERP sont d’accord. Quelqu’un demande au terrain ce qui est vraiment terminé. Quelqu’un dit aux achats que le plan a changé. Quelqu’un garde le tableur parce que les deux systèmes officiels doivent encore être interprétés.
Le meilleur test d’achat n’est pas « cet éditeur a-t-il un APS ? ». C'est de savoir si le système maintient la planification, la production, les achats, le stock, la qualité et la logistique sur un référentiel opérationnel commun.
Si la réponse est non, le logiciel APS peut améliorer le planning tout en laissant l’équipe réconcilier tout ce qui l’entoure.
Comment l’ERP natif IA change la question
Le logiciel APS est devenu nécessaire parce que les ERP legacy ont surtout été construits comme des systèmes d’enregistrement, pas comme des systèmes capables d’agir sur des contraintes industrielles en temps réel. Ils stockaient la demande, le stock, les ordres, les nomenclatures, les gammes et les transactions, puis demandaient aux personnes d’interpréter ces informations et de pousser l’étape suivante. Le MRP aidait à calculer les matières, mais les planificateurs portaient encore la partie vivante du plan : arbitrages de capacité, urgence, exceptions, changements de séquence et tout le contexte qui ne tient pas proprement dans un calcul statique.
Ce modèle commence à paraître vieux.
Chez Bonx, nous pensons qu’un ERP natif IA ne doit pas forcer les industriels à choisir entre un système d’enregistrement et un moteur de planification. Si l’ERP contient déjà la demande, le stock, la capacité, l’avancement de production, le statut qualité, les informations fournisseurs et les règles métier, il doit pouvoir agir sur ce contexte : générer des ordres de fabrication, préparer des suggestions d’approvisionnement, ajuster les priorités, faire remonter les exceptions et demander une validation quand l’arbitrage exige du jugement.
Cela ne veut pas dire que Bonx remplace un APS complet fondé sur un solveur pour tous les problèmes de planification à capacité finie. Bonx peut cependant aider les équipes à transformer des plans de vente en plans de production et d’approvisionnement, à intégrer dans l’ERP des plans de vente existants dans Excel ou Google Sheets de manière récurrente, à détecter les paramètres de planification manquants ou obsolètes, et à créer des règles de validation IA qui contrôlent un plan par rapport à des contraintes connues.
Cette approche peut livrer une grande partie de la valeur de planification avec beaucoup moins d’effort de mise en place qu’un vrai APS. Elle n’ira pas aussi loin qu’un éditeur APS spécialisé qui a passé des années à construire des solveurs mathématiques, et cette limite doit être claire. Elle change la question APS vs. ERP : L'ancien modèle cherche quel outil supplémentaire ajouter parce que l’ERP ne porte pas la planification ; la question de l’ère IA est de savoir quelle part de la planification l’ERP peut porter avant qu’un vrai APS devienne nécessaire.
Bonx est un ERP industriel natif IA construit autour de cette conviction. C’est une solution adaptée aux industriels qui ont besoin que la planification, la production, les achats, le stock, la qualité, la traçabilité et la logistique fonctionnent dans le même système opérationnel, au lieu d’ajouter une couche de planification qui doit encore être réconciliée à la main.
En tant que système d’action, Bonx peut, lorsqu’il est configuré pour le faire, générer des ordres de fabrication, préparer des suggestions d’approvisionnement, affecter du travail en production, prioriser le stock, faire remonter des exceptions pour validation humaine et faire avancer le travail opérationnel routinier dans l’ERP.
En planification, le planning n’est utile que si le travail autour le suit. Dans Bonx, un plan de production peut modifier les besoins d’achat, un blocage qualité peut modifier ce qui est planifié, un retard fournisseur peut faire remonter les commandes touchées, et une opération terminée peut mettre à jour le stock et la logistique sans attendre que quelqu’un reconstruise le plan.
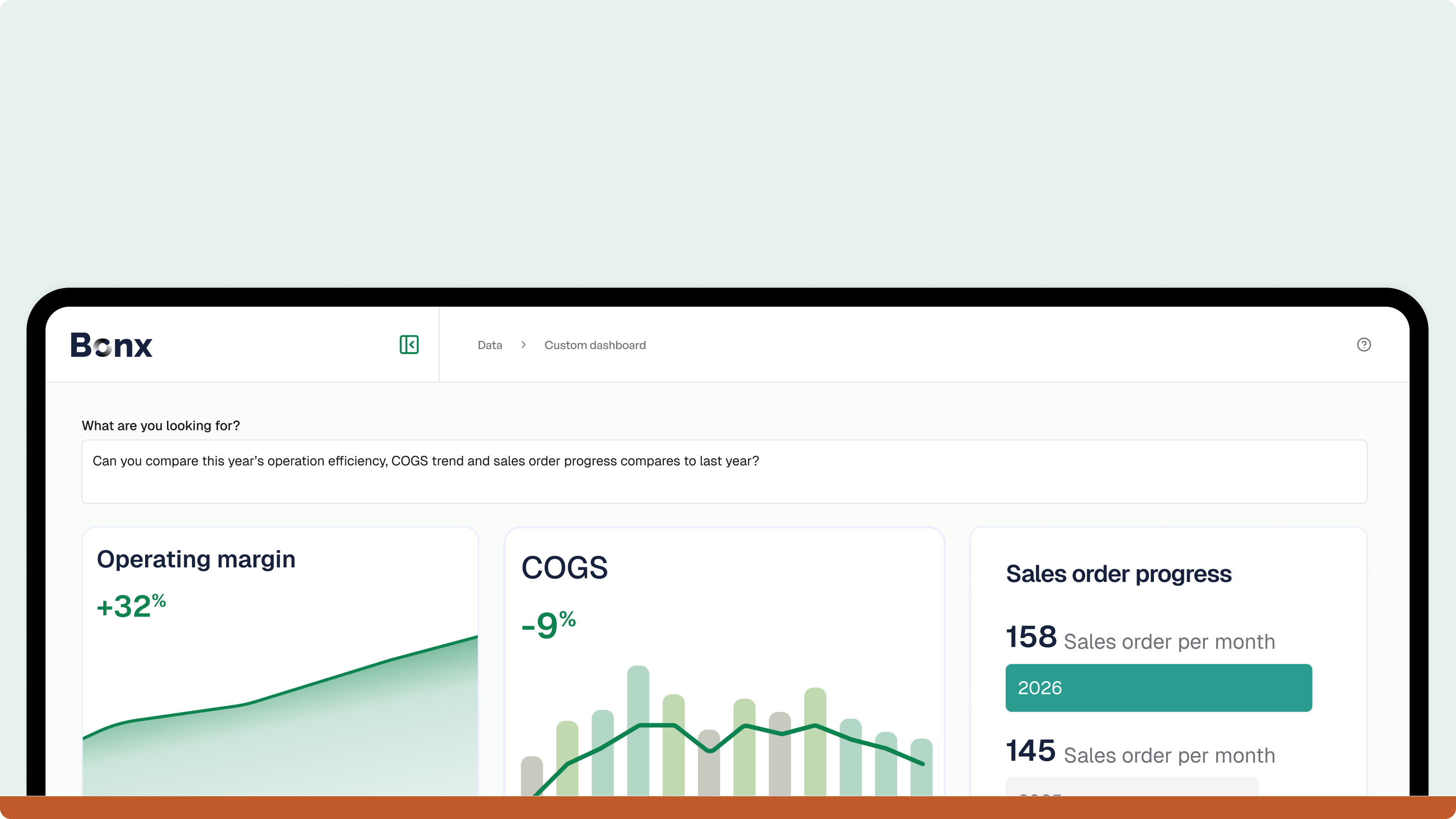
Les opérations clients montrent ce que cela donne en pratique.
L’industriel agroalimentaire L’Atelier du Ferment a connecté la planification de production, la traçabilité des lots, Sidely et Pennylane avec Bonx. Bonx aide l’équipe à générer des ordres de fabrication et des suggestions d’approvisionnement à partir des ventes, de la DLC et de la capacité de stockage froid, tout en suivant plus de 100,000 bouteilles de la fermentation au stockage.
Le fabricant additif Something Added a déployé Bonx en deux mois avec une intégration native aux imprimantes 3D HP. Bonx regroupe les commandes, génère les ordres de fabrication, affecte les jobs aux machines selon des règles industrielles et soutient une production 24/7 avec plus de 10,000 pièces produites chaque mois.
L’industriel textile LCS a remplacé les ordres papier par un suivi de production en temps réel sur cinq ateliers. Les ordres de fabrication sont générés à partir des devis confirmés, chaque ordre est lié à un QR code scanné à chaque étape de production, et LCS a réduit les erreurs de production de 95% tout en diminuant l’usage du papier de 90%.
Bonx dispose aussi de capacités d’orchestration et d’ordonnancement de production pour les industriels qui veulent que les ordres de production soient lancés et ajustés selon des règles opérationnelles, avec des exceptions remontées pour validation.
C’est pourquoi l’ancienne décision APS vs. ERP peut devenir moins utile, sans disparaître. Si l’ERP enregistre le travail mais ne peut pas agir sur les contraintes de planification, l’APS peut être nécessaire. Si l’ERP est natif IA, connecté au flux opérationnel et capable de lancer ou d’ajuster le travail sous supervision, vous pouvez résoudre davantage de problèmes de planification dans le même système avant d’aller vers un APS complet.
Faut-il à la fois un logiciel APS et un ERP ?
Achetez un logiciel APS si la logique de planification dont vous avez besoin ne peut pas vivre dans le système opérationnel auquel vous faites déjà confiance, pas seulement parce que l’acronyme est apparu dans vos conversations ERP. C’est particulièrement vrai si vous avez besoin de planification profonde à capacité finie, d’ordonnancement par solveur ou d’une logique d’ordonnancement des équipes que votre ERP ne peut pas modéliser. L’intégration doit aussi être assez solide pour garder l’ERP, l’APS et le terrain alignés, avec des données assez fraîches pour que les décisions de planification comptent, une responsabilité claire quand l’APS et l’ERP ne sont pas d’accord, et un chemin pour que les changements de planning atteignent les achats, la production, la qualité et la logistique sans reconstruction manuelle.
Mais n’acceptez pas cette séparation comme inévitable. Les industriels doivent attendre davantage de leur ERP aujourd’hui. La planification long terme ne doit pas être une cérémonie hebdomadaire dans un tableur, et l’ordonnancement ne doit pas devenir un moteur séparé qui exige une réconciliation constante. Le système qui contient la demande, le stock, la capacité, l’avancement de production, la qualité et les contraintes fournisseurs doit pouvoir agir sur une plus grande partie de ces données.
C’est le standard d’un ERP construit pour l’ère de l’IA. Bonx agit parce que les équipes industrielles ne devraient pas porter le travail de planification routinier que leur ERP peut prendre en charge, tout en sachant reconnaître quand un APS spécialisé est le bon outil.
FAQ sur APS vs. ERP
Que signifie APS dans l’industrie ?
APS signifie advanced planning and scheduling. Un logiciel APS aide les industriels à planifier et ordonnancer la production autour de contraintes réelles, dont les matières, la capacité, les machines, les équipes, les lead times, les changements de série, le statut qualité et les priorités de livraison.
Quelle est la différence entre APS et ERP ?
L’ERP connecte le référentiel opérationnel plus large : commandes, stock, achats, production, qualité, traçabilité, logistique et passages vers la finance. Le logiciel APS se concentre sur la planification et l’ordonnancement, en utilisant la demande, le stock, la capacité et les contraintes pour créer un plan de production réalisable. Dans les systèmes industriels modernes, cette frontière peut être moins rigide parce que l’ERP peut inclure de la planification de type MRP2, de l’ordonnancement et des capacités de système d’action.
APS et MRP, est-ce la même chose ?
Non. Le material requirements planning (MRP) se concentre sur les matières nécessaires selon la demande, les nomenclatures, le stock et les lead times. L’APS va plus loin dans l’ordonnancement, la capacité, le séquencement, les scénarios et la gestion des contraintes.
Les industriels ont-ils besoin d’un logiciel APS s’ils ont déjà un ERP ?
Certains oui. Si l’ERP stocke les données de production mais ne peut pas construire des plannings réalistes autour de la capacité finie et des contraintes en temps réel, un logiciel APS peut aider. Mais un ERP centré sur les opérations comme Bonx peut réduire le besoin d’une couche APS séparée en gardant la planification, la production, les achats, le stock, la qualité et la logistique dans le même système opérationnel, surtout pour la planification de type MRP2 et l’ordonnancement machine.
Un ERP peut-il inclure des capacités APS ?
Oui. Certains ERP industriels incluent des fonctions de planification et d’ordonnancement qui réduisent ou suppriment le besoin d’un logiciel APS autonome. Dans un ERP natif IA, le système doit aller plus loin en agissant sur les signaux de planification, en générant du travail, en préparant des suggestions d’approvisionnement, en contrôlant les plans par rapport à des contraintes connues et en faisant remonter les exceptions pour validation humaine quand c’est nécessaire.
Quand un industriel doit-il envisager un logiciel APS autonome ?
Envisagez un logiciel APS autonome quand l’ordonnancement de production est assez complexe pour dépasser ce que l’ERP peut gérer : nombreuses contraintes, changements fréquents, goulots de capacité finie, arrêts coûteux, fenêtres de livraison serrées ou besoins de simulation que l’ERP ne peut pas couvrir. Avant d’acheter, testez l’intégration entre l’APS, l’ERP et l’exécution terrain.

Ça a l'air intéressant ?
Bénéficiez d'une démonstration personalisée en 48h.












